 | ДЕЛАЙ ТОЛЬКО ЛУЧШЕЕ! |
|
ток 180А, электрод МБР, 4мм. Шов получен с одного прохода. |
Ток 100А, электрод 3мм, АНО21,один проход. |
Ток 45А, электрод 2мм АНО21, подложка уголок , толщина 3мм. Получается блестящий плотный красивый шов. Минимум разбрызгивания, я специально не чистил нагар , только оббил шлак! |
Угловой шов, электрод 4мм, ток 150А, шов сделан в нижнем положении без поперечных колебаний. |



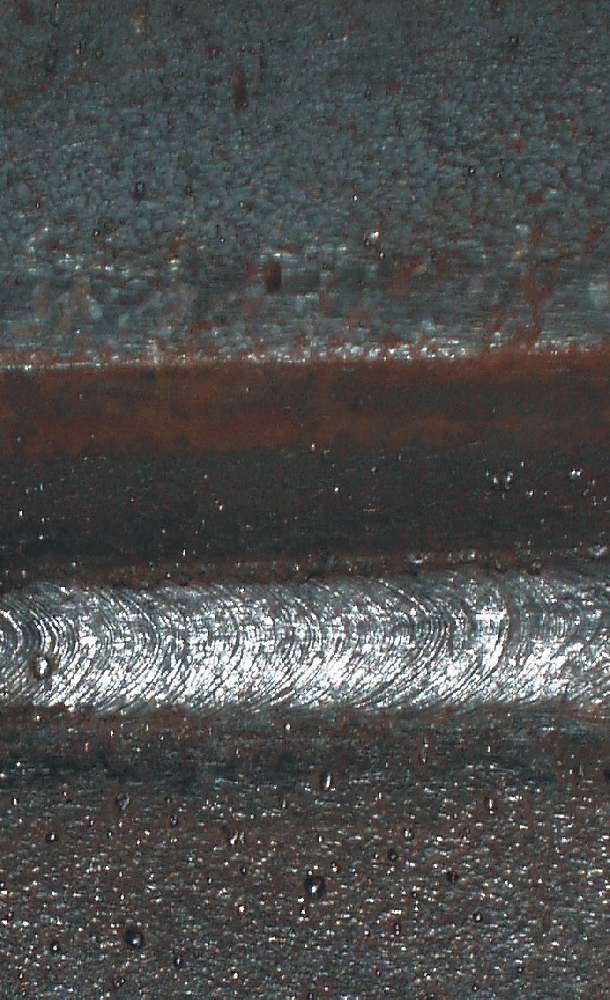
Схема сварочного инвертора с самой совершенной кон -
фигурацией. Простота и надёжность, минимум деталей, ниже приведены его техни -
ческие характеристики.
1. Напряжение питания 200-240В
2. Ток в дуге 20 - 200А
3. Ток потребляемый от сети 8 - 22А
4. Напряжение ХХ 110В
5. Вес без корпуса менее 2,5кГ
Это
полностью законченная схема, она практически не нуждается в дополнительных
системах поджига и стабилизации горения дуги. Применение удвоителя выходного
напряжения позволило исключить выходной дроссель, увеличить выходной ток до
200А и на порядок улучшить качество сварных швов на всех режимах работы, от
20А до 200А. Дуга зажигается очень легко и приятно, устойчиво горят электроды
почти всех типов. При сварке нержавеющих сталей, качество шва сделанного
электродом, не уступает сварному шву сделанному в аргоне!
На фотографиях полученные мной швы при использовании электродов разного диаметра, разных типов, и разного сварочного тока.
Все эти образцы получены на аппарате собранном по этой схеме. Варил не сварщик! Обратите внимание, такие швы может получить даже ребёнок!